Quick Answer: Eligens ius calor curatio lance pendent quattuor factores: the processus temperatus , the atmosphaera genus (oxidizing, reducere, vel vacuum), the et pondus geometriae ac Ipsumque materia est scelerisque ac mechanica . Ipsumque mixturae compositionem aequare ad postulata furandi, restinguendi, carburisandi, nitridendi, vel adservandi ut maximizando vitam et partem qualitatis exerceat.
Quid est calor curatio Tray et cur refert?
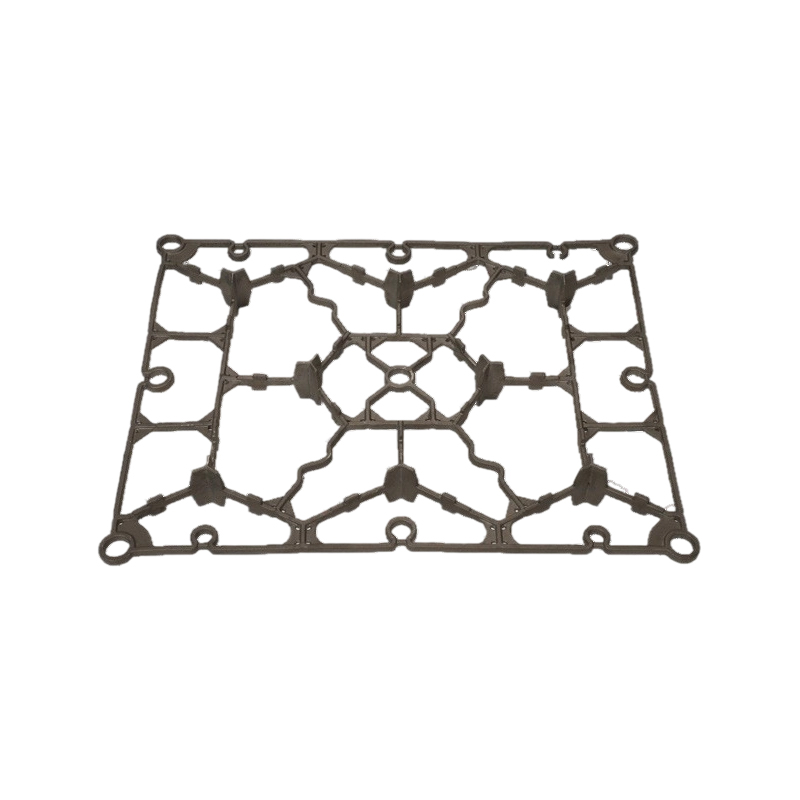
A calor curatio lance - etiam ad fornacem lanceam, calathum calefactum repugnantem, seu fixturam - est pars oneris portantis intra fornaces industriales adhibita ad partes sustinendas durante processui scelerisque. Temperatura extrema, scelerisque cyclum, atmosphaerae mordax, et accentus mechanica, omnia tolerare debet, servata dimensionis stabilitate, ut opera in ea procedentes ad tolerantias strictas conveniant.
Discriptis iniuriam calor curatio lance ducit defectum praematurum, contaminationem partium tractatarum, fornacem downtime, et pretia laboris aucta. Recta optio, e contra, operas intervalla extendit et iterabilem efficit eventus metallurgicos.
Gradus I - Intellige Clavis Parametri tui Processusus
Priusquam quamlibet lance aestimares, debes processum tuum parametri clare definire;
- Maximum operating temperatus (°C / °F) - determinat offensionis gradus postulationem
- Atmosphaerae genus - aer, gas endothermic, nitrogenium, hydrogenium, vacuum, vel balneum sal
- Scelerisque cursus frequency - continuae vs. batch operationes diversas lassitudines exigentias imponere
- Per lance pondus onus - decernit requiratur serpere resistentia et crucis-sectione design
- Pars geometriae et contactus necessariorum - superficie design afficit lance (plana, perforata, eget, canistro)
- modum exstingue - oleum, gas, vel aqua extinctionem inducit scelerisque incursu; Ipsumque resistere elit
Gradus II - Compare Caloris Curatio Tray Materials
Materia lectio est unica sententia critica. Infra recensio comparativa est e longinquo usu familiae stannum calor curatio lances :
| Admisce / Material | Max Temp (°C) | Clavis Fortitudo | Limitatio | optimus For |
| HH (25Cr-12Ni) | 980°C | Sumptus efficax, resistentia oxidatio bona | Finitus est supra 980°C; inferioribus repunt vires | Annening, normalizing, temperare |
| HK (25Cr-20Ni) | 1100°C | Altius serpunt resistentia, praestantia oxidationis resistentia | Sumptus moderatus; pauperes carburizing atmosphaera | Solutio furnum, clarum furnum |
| HP (35Cr-25Ni Nb) | 1150°C | Praeclara fortitudo summus temp, carburization bona resistentia | Altior sumptus; fragili post diuturnam nuditate | Carburizing, fornacibus petrochemicis |
| HT (15Cr-35Ni) | 1090°C | Princeps nickel content → optimum scelerisque revolutio resistentia | Infra Chromium = infirmior oxidatio praesidium | Exstingue lineas et ingenium, saepe cycling |
| Ni-Cr-W Superalloys | MCC°C | Superior vires serpunt, resistentia oxidationis & carburizationis | Summus sumptus; grave pondus | Sintering, aerospace componentes calor curatio |
| Pii Carbide (SiC) | 1650°C | Utrius tortor massa, scelerisque mollis massa | Frigidus; pauper scelerisque concussa resistentia; sumptuosus | Ceramic sintering, temp processuum altissimum |
Gradus III - Compositus Tray ad Imprimis caloris curatio processuum
Annealing
Annealatio typice operatur inter 700°C et 1050°C in aere vel atmosphaera moderata. A calor curatio lance factum ex * HH vel HK alloy satis esse solet. Prius est oxidatio resistentia et stabilitas dimensiva sub oneribus moderatis. Scutra perforata seu craticulae circulationes circa partes atmosphaerae meliores.
exstinguere Hardening
Ipsumque exstinguere subditum gravi incursu thermarum - pars ab 850-950°C in oleum, polymerum, vel gas- in secundis extinguit. Repositorium crebris cyclis refrigerationis celeri sine rimas sustinere debet. Summus nickel admixtus (HT gradus) melioribus ductilis et scelerisque lassitudine resistentia commendantur. Cophinus machinis machinis solidis carinis solidis praeponitur ut media penetrationem celeri extinguat.
Carburizing & Carbonitriding
Atmosphaerae carburizing (gas endothermicae cum methano vel additamentis propaneis) infensi materiae ferratae fundatae aggrediuntur. Summus Chromium contentus in the calor curatio lance format tutela Cr₂O₃ iacuit. HP mixturae seu mutatio HP Nb grades sunt industria vexillum hic. Fuge HH gradus; chromium eius inferius contentus non potest impedire ingressu carbonis ad 920-980°C per cyclos repetitos.
Nitriding & Nitrocarburizing
Nitriding occurs in temperaturis inferioribus (500-570°C) in atmosphaerae ammoniaci divite. Provocatio chemica NITROGENIUM embrittatio lance superficiei est. Austenitic immaculatam ferro (316L vel 310S) emuncta late adhibentur ad nitridingum quod austenite tempus stabili resistit effusio nitrogenii melius quam admixtiones ferriticae. Tenues, rationes leves, adiuvant magnas actiones NITROGENII in ipsa lance.
Vacuum Caloris Curatio
In fornacibus vacuo nulla est atmosphaera oxidizationis ut squamas oxydatum tutelae in lance formaret. Materia lectio vices in molybdenum mixturae, graphitae, vel nickel-fundatur superalloys fretus temperatus. Contaminatio carbonis e scutulis graphitis consideranda est in processu materiae reactivae sicut titanium mixturae.
Sintering
Processus interni spatium ab 1100°C usque ad 1400°C supra. In summo fine tantum emuncta tellus (alumina, carbide pii, seu zirconia) vel provectus superalloy fercula sunt viable. Repositorium cum pulvere sinterario non agere debet. Alumina fercula sunt frequentissima electiones pulveris metallurgiae sinteringae ob inertiam chemicam.
Gradus IV - Censeo Tray Design et Geometria
Extra materiam, consilium corporis calor curatio lance significantly impingit perficientur:
- Solidum-fundo emuncta — optimum ad parvas massas opus cum partibus planis uniformibus; fines atmosphaeram influunt
- emuncta perforata - permitte gas et exstinguere media ad partes cito pervenire; bonum carburizing ac restinguere
- Eget / bar scutra - maximize airflow et contactum cum lance extenuant; apta tenuibus vel subtilibus
- Basket scutra — undique inclusum; apta partibus parvis sicut fasteners, gestus et anni
- * Stackable emuncta - auget fornacem throughput; Habere altum serpere resistentiam ferre reclinant pondus temperatus
Muri crassitudo et costae supplementum machinari debent ut lance sub onere ad temperaturam operantem non referatur. Secutum quod inaequaliter distorquet partes ad locum transferre facit et in gradibus non uniformibus caloris distributionis et duritiei inveniatur.
Processus-ut-Tray Electio Summary Tabula
| Process | Temperatus dolor | atmosphaera | Commendatur Tray Material | Maluit Design |
| Annealing | 700-1050°C | Air / N₂ | HH, HK | Firmus / Perforated |
| exstinguere Hardening | 800–980°C | Endothermic / N₂ | HT, HK | Basket / Perforated |
| Carburizing | 900–980°C | Endothermic Ditatus | HP, HP Nb | Basket / Grid |
| Nitriding | 500-570°C | NH₃ / Dissociatus NH₃ | 316L SS, 310S | Perforatur / Grid |
| Vacuum HT | 900-1300°C | Vacuum / pressura partialis | Mo stannum, Ni superalloy, Graphite | Grid / Bar |
| Sintering | 1100-1450°C | H₂ / N₂-H₂ / Vacuum | Alumina, SiC, Ni superalloy | Plana / Solidus tellus |
Tips ad æstus Treatment Tray Service Vita
- Semper emuncta rotate - par patefacio ut fornax calidissima zonas distribuit aequaliter per lance classe
- Vitare obruuntur — oneratisque ultra aestimatam capacitatem accelerat pravitatis serpat; semper sequitur corporis fabrica maximum onus speciem
- Pre-oxidize nova emuncta - tardius rapiens novum metallum emuncta ad operating temperatus in aere ante primum usum facit tutela oxydatum iacuit
- Finditur semper inspicere - hairline rimas a scelerisque lassitudine celerius sub continua cyclo crescere; cedere rimas emuncta prius deficiunt in fornace
- Emundare carbonis deposita - constructum-ex carbonis in ferculis in carburizing mutationes massae scelerisque et potest contaminare partes
- Reponunt bene - reponunt vasa plana aut in extremis (non reclinant inaequale exsistat) ne locus temperatus pravitatis
Frequenter Interrogata (FAQ)
conclusio
Discriptis rectam calor curatio lance non est unum amplitudo vicium omnium sententiarum. Aestimationem systematicam requirit processus temperatus, chemia atmosphaerica, severitas cycli scelerisque, requisita onera, et geometriam lance. Exaequans ius mixturae — sive HH, HK, HP, summus nickel superalloy, sive ceramicus — ad specifica caloris curationis processum, signanter reducere lance crebritatem, partem qualitatis constantiam emendare, et sumptus totalis operandi inferiores..